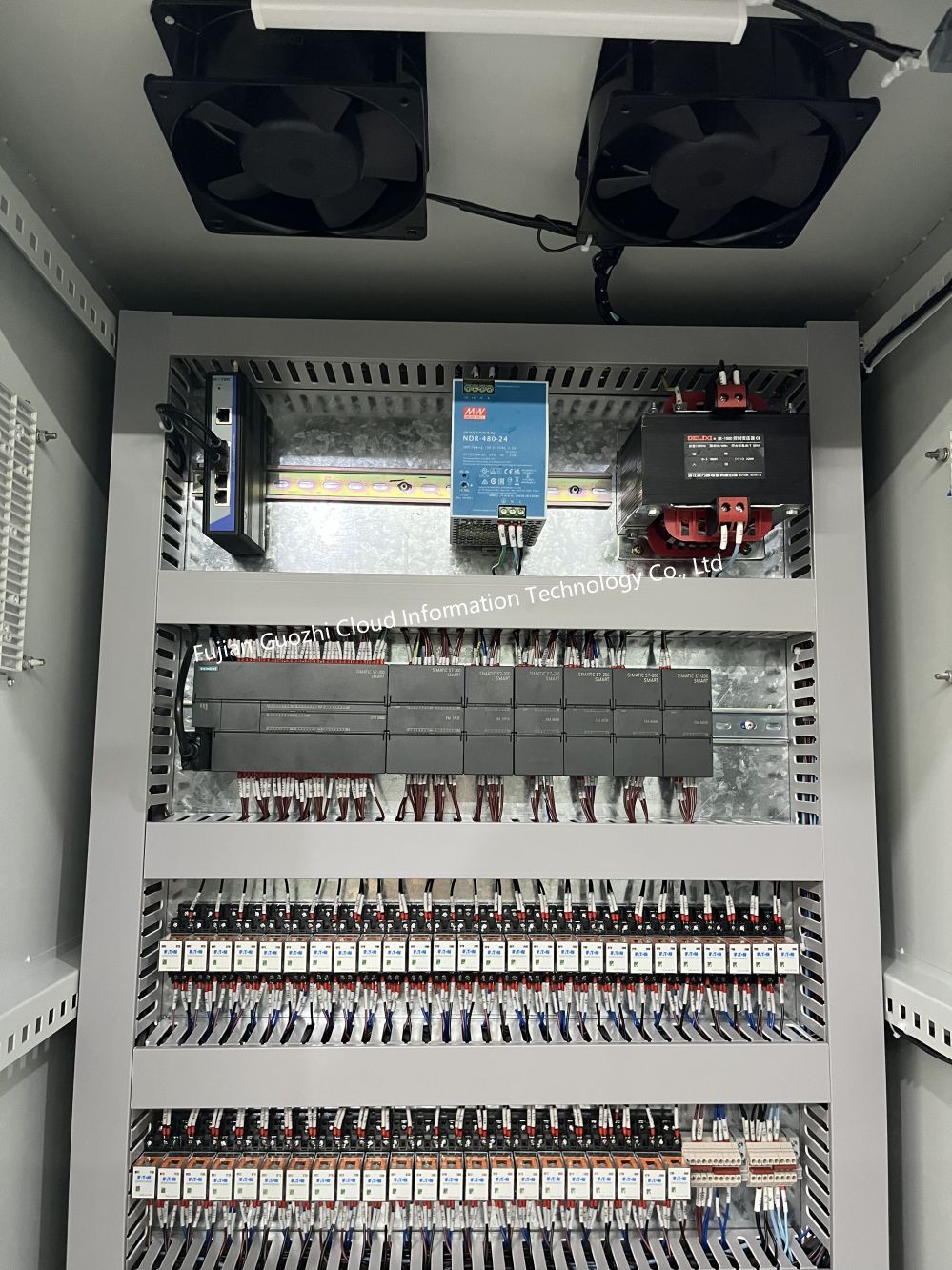
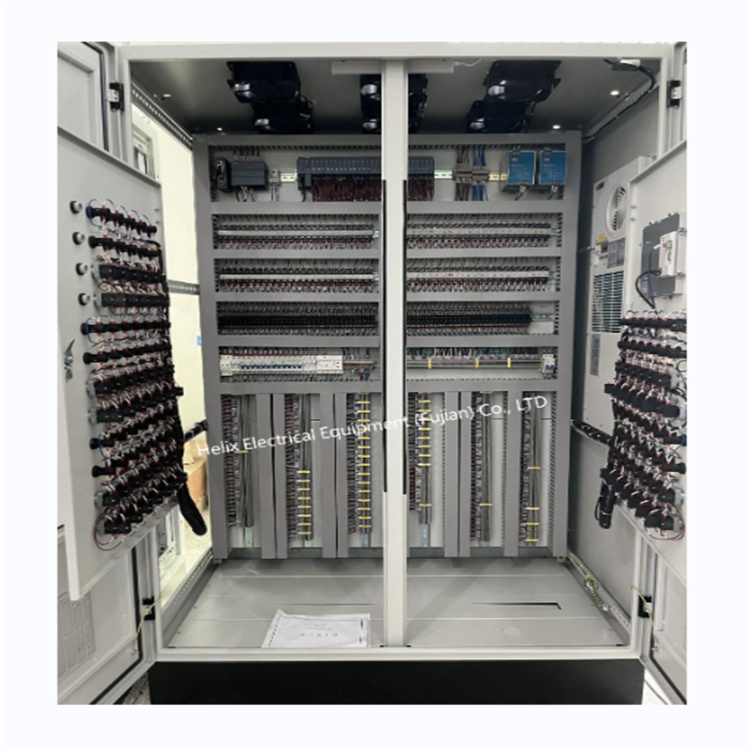
The solenoid valve group box is an integrated control device that installs a single solenoid valve on a manifold to form a solenoid valve group, connects the coil of the solenoid valve to the terminal, and integrates it into the cabinet. This design allows the solenoid valve group box to be centrally controlled by a remote PLC control cabinet or DCS control cabinet, and is particularly suitable for starting control systems under harsh working conditions.
Working principle
The solenoid valve group box is an integrated control device. It installs a single solenoid valve on the manifold to form a solenoid valve group, and connects the coil of the solenoid valve to the terminal, which is integrated in the cabinet. This design allows the solenoid valve group box to be centrally controlled by a remote PLC control cabinet or a DCS control cabinet, which is particularly suitable for starting control systems under harsh working conditions.
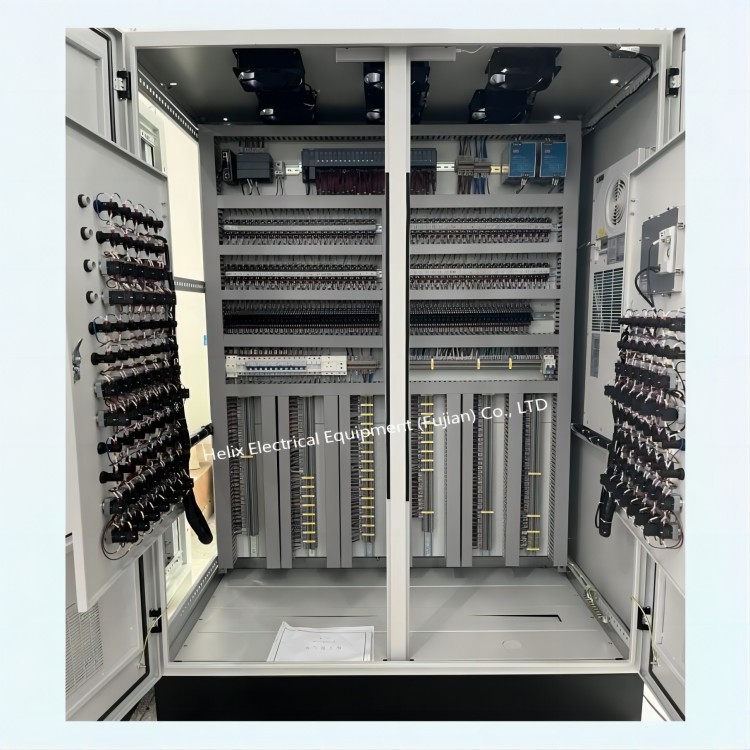
The important solenoid valve control box
The main function of the solenoid valve group box is to reduce the power supply and control lines of each solenoid valve. It only needs to lay the air pipe to the pneumatic equipment. Using a solenoid valve box with bus communication function, only one communication line is needed between the master station and the slave station to complete all communication control functions, reducing a lot of cables and wiring work, saving cable and labor costs.
Product features:
Integrated design: Integrate multiple solenoid valves and corresponding air control and electric control signal interfaces on the manifold to form an aggregate, which simplifies system design and maintenance.
Intelligent control: Supports remote PLC control, can realize intelligent functions such as timing control and sequence control, and improves production efficiency and safety.
High protection level: Made of stainless steel, it can meet the conditions of corrosion resistance, waterproofness, dustproofness, etc., and meet the clean environment requirements of pharmaceutical factories.
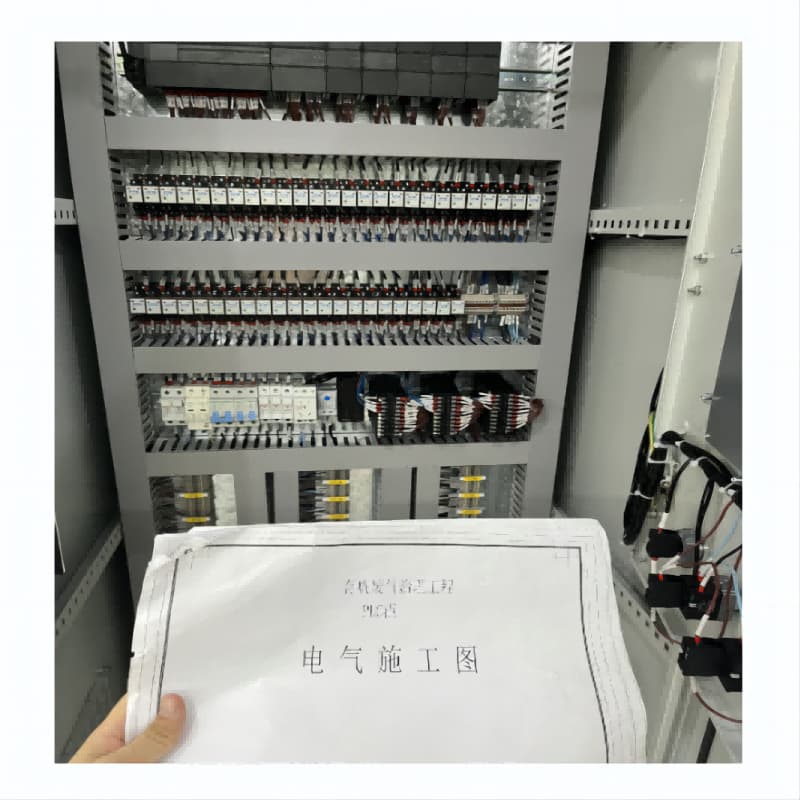
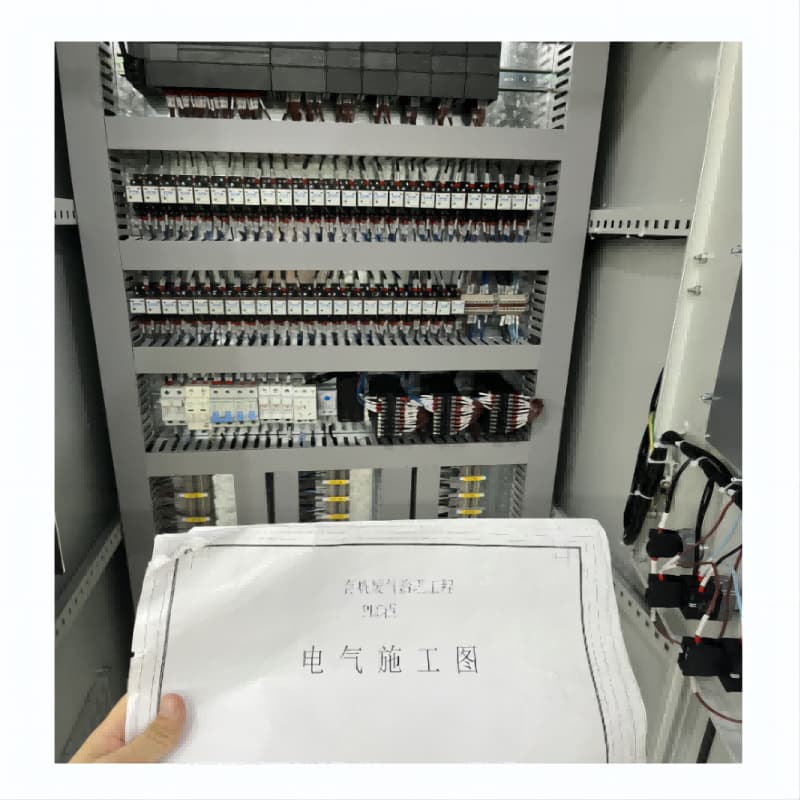
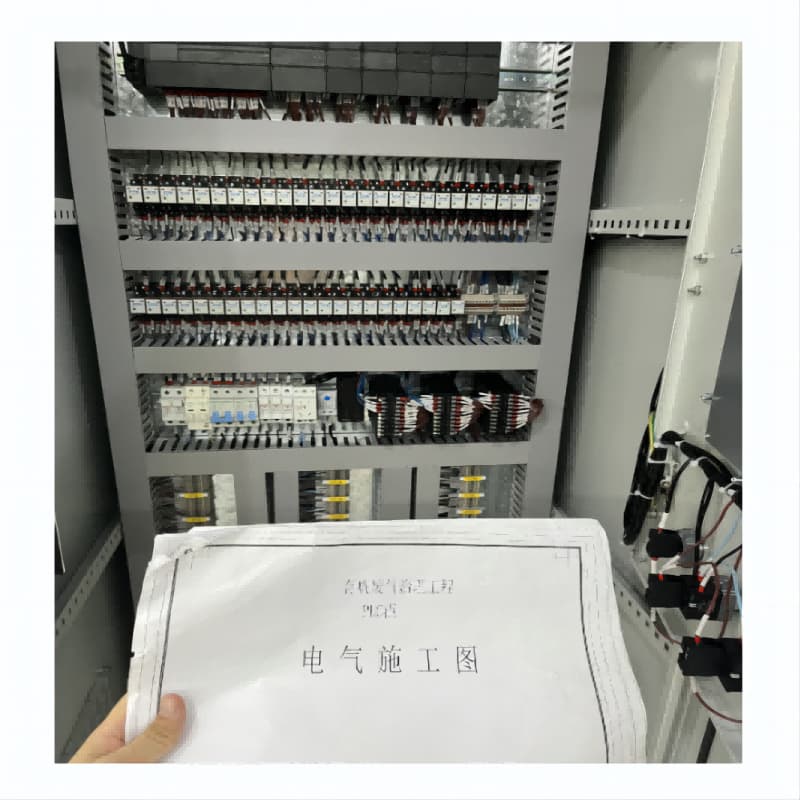
Modular structure: easy to install, maintain and upgrade, and can be customized according to the specific needs of pharmaceutical factories.
Real-time monitoring and feedback: The working status of the solenoid valve is monitored in real time through sensors or limit switches, and feedback is given to the control system or operator to ensure the continuous and stable operation of the production process.
Multi-function integration: In addition to the solenoid valve group box, it also includes DCS control cabinet, PLC electrical control cabinet, etc., to achieve comprehensive control of pharmaceutical factory equipment.
Electrical parameters
1. Power supply specifications
Input voltage:
Single-phase / three-phase alternating current (AC): common AC 220V±10%, AC 380V±10%, frequency 50/60Hz.
Direct current (DC): such as DC 24V (converted from switching power supply).
Rated power:
Total power (such as 500W, 1000W), which needs to match the power consumption of the solenoid valve group and controller.
Power supply protection:
With overvoltage protection, undervoltage protection, short circuit protection, surge suppression and other functions.
2. Solenoid valve drive parameters
Output voltage:
Supports DC 12V, DC 24V, AC 220V, etc., which must match the solenoid valve coil voltage.
Output current:
Single-channel maximum drive current (such as single valve ≤2A), total output current (such as multi-channel total ≤20A).
Drive mode:
Relay output (applicable to AC/DC solenoid valves, with electrical isolation) or solid-state relay (SSR) output (contactless, suitable for high-frequency action).
Technical parameters:
| Rated current: | customized according to the equipment requirements of pharmaceutical factories |
| Protection level: | IP54 or higher |
| Control mode: | manual/automatic/remote control |
| Material: | 304 stainless steel |
| Size: | customized according to the equipment space of pharmaceutical factories |
Application scenarios:
Municipal environmental protection: smart water services, garbage disposal, realize pipeline network monitoring and water treatment automation.
Energy and heat: thermal network heating on demand, gas safety control, improve energy efficiency and safety.
Agricultural water conservancy: precision irrigation, water conservancy flood control, water saving and efficiency improvement, and optimization of water resource allocation.
Biomedicine/Food: compliance control of pharmaceutical production lines, precise ingredients in food processing, and meeting hygiene standards.
Warehousing and logistics: tank liquid management, logistics equipment fluid control, to ensure inventory safety and automated operations.
Special industries: ship ballast water, aviation fuel filling and other scenarios, to achieve precise control in professional fields.
ТЕГИ :
The solenoid valve group box is an integrated control device that installs a single solenoid valve on a manifold to form a solenoid valve group, connects the coil of the solenoid valve to the terminal, and integrates it into the cabinet. This design allows the solenoid valve group box to be centrally controlled by a remote PLC control cabinet or DCS control cabinet, and is particularly suitable for starting control systems under harsh working conditions.
In modern urban planning, efficient traffic management is the backbone of a safe and smooth road network. For road management agencies, deploying reliable traffic signal control cabinets (control cabinets) is essential to maintaining order at intersections, highways and crosswalks. Our tailor-made control cabinet solutions are designed to meet the unique needs of road infrastructure, providing intelligent control, durability and adaptability in various environments.
Our LED remote control cabinet has emerged as an excellent product that combines advanced technology and innovative design, providing intelligent, convenient, and reliable control solutions for various LED lighting applications
Наш основной бизнес:Распределительный шкаф, шкаф управления генератором, шкаф параллельного управления, шкаф управления накоплением энергии, шкаф частотно-регулируемого привода (ЧРП), взрывозащищенный шкаф, шкаф ПЛК, шкаф ввода-вывода, шкаф управления ИБП, шкаф компенсации конденсаторов, индивидуальный шкаф управления, интеллектуальное оборудование автоматизации , и т. д
The PLC control cabinet is suitable for food processing automation equipment, with a temperature control accuracy of ± 1 ℃, which can accurately control the temperature during the food processing process. The output module supports multiple voltages, which can meet the power needs of different equipment.
Плата управления переменной частотой в основном используется для регулировки рабочей частоты оборудования, уменьшения потерь энергии и может плавно запускать оборудование, уменьшая повреждение двигателя, вызванное большим током, генерируемым при непосредственном запуске оборудования. Одновременно оснащен аналоговым входом (для управления скоростью или сигналами обратной связи), ПИД-регулированием, управлением переключением насоса (для постоянного давления), функцией связи, макрофункцией (с различными настройками параметров для разных случаев), многоступенчатой скоростью и т. д.
Комплексный шкаф управления ПЛК имеет функции защиты X, такие как защита от перегрузки, короткого замыкания и потери фазы.
Панель управления ПЛК имеет такие защитные функции, как защита от перегрузки, короткого замыкания и потери фазы.
Шкаф управления водяным насосом имеет множество функций защиты и полное отображение состояния, включая защиту от перегрузки, короткого замыкания, потери фазы, утечки корпуса насоса, перегрева двигателя и защиту от утечки. Он также имеет рабочие режимы управления одним и несколькими насосами, несколько режимов переключения основного и резервного насосов, а также различные режимы запуска.
Панель управления ПЛК играет важную роль в системах автоматизации управления, и ее основные приложения включают управление процессами, управление движением и сбор данных.
Шкаф управления ПЛК обеспечивает полную автоматизацию оборудования и управление автоматизацией процессов, обеспечивает идеальные сетевые функции, имеет стабильную производительность, масштабируемость, сильные характеристики защиты от помех и является ядром и душой современной промышленности.
Плата управления переменной частотой в основном используется для регулировки рабочей частоты оборудования, уменьшения потерь энергии и может плавно запускать оборудование, уменьшая повреждение двигателя, вызванное большим током, генерируемым при непосредственном запуске оборудования. Одновременно оснащен аналоговым входом (для управления скоростью или сигналами обратной связи), ПИД-управлением, управлением переключением насоса (для постоянного давления), функцией связи, макрофункцией (с различными настройками параметров для разных случаев), многоступенчатой скоростью и т. д.
ПЛК использует метод циклического сканирования для обработки входных и выходных сигналов. В больших системах метод прерывания также можно использовать для повышения скорости отклика.
Комплексный шкаф управления ПЛК имеет функции защиты X, такие как защита от перегрузки, короткого замыкания и потери фазы.
Шкаф распределения питания ПЛК, полное название шкафа распределения питания программируемого логического контроллера, является ключевым оборудованием, используемым в промышленных системах управления.
Система управления Plc Программируемый шкаф управления насосами Распределительный щит системы постоянного тока с регулируемой частотой.
Полный комплект заводской панели управления ПЛК, электрический распределительный шкаф 220 В, 380 В.
Автоматизация распределительного оборудования, ПЛК, оборудование для управления электрическим щитом, шкаф управления.
Шкафы ввода-вывода обычно имеют внутри системное питание и питание доступа, которые используются для обеспечения стабильного питания различных электронных компонентов.
Шкаф управления водяным насосом имеет несколько функций защиты и полное отображение состояния, включая защиту от перегрузки, короткого замыкания, потери фазы, утечки корпуса насоса, перегрева двигателя и защиту от утечки. Он также имеет рабочие режимы управления одним насосом и несколькими насосами, несколько режимов переключения основного и резервного насосов, а также различные режимы запуска.
Шкаф управления ПЛК может завершить автоматизацию оборудования и управление автоматизацией процессов, обеспечить идеальные сетевые функции, иметь стабильную производительность, масштабируемость, сильные характеристики защиты от помех и является ядром и душой современной промышленности.
Комплексный шкаф управления ПЛК имеет функции защиты X, такие как защита от перегрузки, короткого замыкания и потери фазы.
Полный комплект заводской панели управления ПЛК, электрический распределительный шкаф 220 В 380 В.
Шкаф распределения питания ПЛК, полное название шкафа распределения питания программируемого логического контроллера, является ключевым оборудованием, используемым в промышленных системах управления.
Панель управления ПЛК играет важную роль в системах автоматизации управления, и ее основные приложения включают управление процессами, управление движением и сбор данных.
Шкаф управления ПЛК представляет собой полный набор шкафов управления, используемых для управления электрооборудованием, таким как двигатели и переключатели. Он обладает компактной структурой, стабильной работой и полным набором функций.
Шкаф управления ПЛК играет незаменимую роль в автоматизации управления во многих отраслях промышленности благодаря компактной конструкции, стабильным рабочим характеристикам и богатым функциональным характеристикам.
Шкафы ПЛК играют незаменимую роль в очистке сточных вод, что не только повышает эффективность очистки, но и снижает эксплуатационные расходы, повышает уровень управления и стабильность системы.
Шкафы ПЛК широко используются во многих областях, включая машиностроение, электроэнергетику, транспорт, нефтехимию и т. д.
Шкаф управления ПЛК отличается компактной конструкцией, стабильной работой и полным набором функций. Его можно комбинировать и расширять в соответствии с фактическими потребностями клиентов в управлении.
Панель управления ПЛК — это панель управления, которая использует ПЛК в качестве ядра и автоматически выполняет запуск, остановку, мониторинг и настройку различного оборудования в процессе промышленного производства посредством пользовательского программирования.
Панель ПЛК наиболее широко используется в различных отраслях промышленности, таких как сталелитейная, нефтяная, химическая, электроэнергетическая, строительные материалы, машиностроение, автомобилестроение, текстильная, транспортная, охрана окружающей среды, а также культура и развлечения.
ПЛК (программируемый логический контроллер), являющийся основной технологией современной промышленной автоматизации, обеспечивает эффективную работу производственного процесса и улучшение качества продукции благодаря мощным функциям управления и надежности.
ПЛК более гибок в работе и более программируем. Он может точно контролировать время и последовательность, тем самым повышая точность и стабильность производственного процесса.
Шкаф управления ПЛК может адаптироваться к ситуациям управления промышленной автоматизацией различных размеров и масштабов.
Шкаф управления преобразованием частоты 0,75 ~ 30 кВт, адаптированный для дробилки/полировальной машины/вентилятора/водяного насоса/воздушного компрессора.
Шкаф управления с преобразованием частоты стал одним из незаменимых устройств в современном промышленном и сельскохозяйственном производстве благодаря значительному энергосберегающему эффекту, высокой точности управления, увеличенному сроку службы оборудования, мощным защитным функциям и широкой области применения.
© 2026 Компания информационных технологий F u Jiang UOZhiyun, Ltd. All Right Reserved.